對于鍛件的感應加熱,在所有情況下,應盡可能采用渦流“透入式加熱”而不是依靠熱傳導加熱,為此,必須正確選擇感應加熱的頻率,同時所選擇的加熱速度應能在盡可能短的時間內達到規定的加熱深度。
除了表面效應外,還有鄰近效應、環狀效應和尖角效應等。它們對鍛件表面淬火有一定的影響,可通過感應器的結構設計或增加某些附件。

選擇頻率是鍛件表面淬火工藝的第一步。選擇頻率實際上就是選擇那一種感應加熱設備來進行加熱。
在實際生產中,多數情況是設備頻率顯得過高。此時,可采用下列方法以保證在表面不過熱條件下獲得較深的加熱層:降低比功率,延長加熱時間;增加鍛件和感應器間的間隙,延長加熱時間;同時加熱時采用斷續加熱法,增加傳導時間;進行預熱,在爐中預熱到600-700℃后再移動到感應器中進行最后加熱,亦可在感應器中預熱,鍛件在連續淬火預熱時,感應器從上而下移動。而后再自下而上移動進行加熱噴水淬火;連續加熱時采用雙匝或多匝感應器。
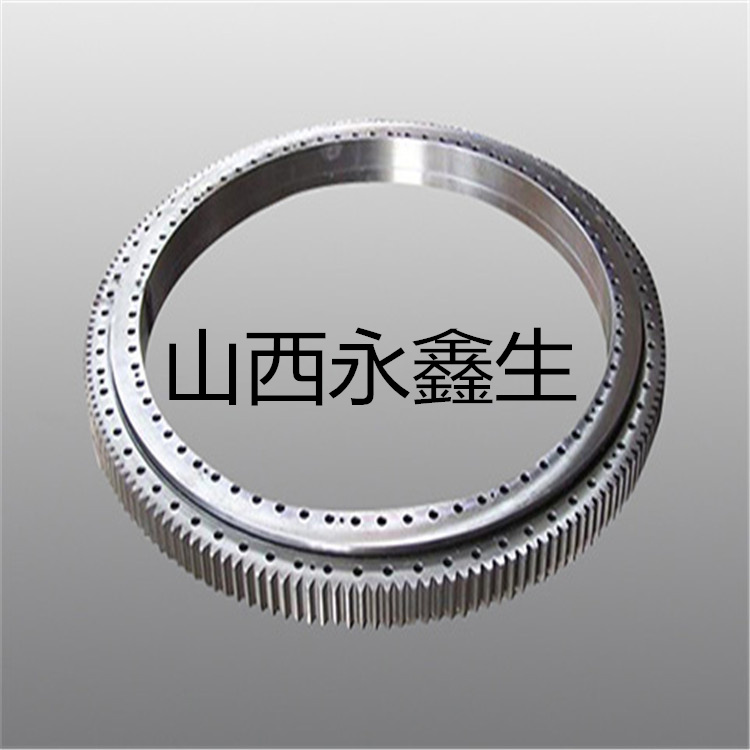
一般普遍采用大功率中頻設備,采用多匝感應器來進行深層的軋鋼機軋輥表面加熱淬火,深度可達12mm。